
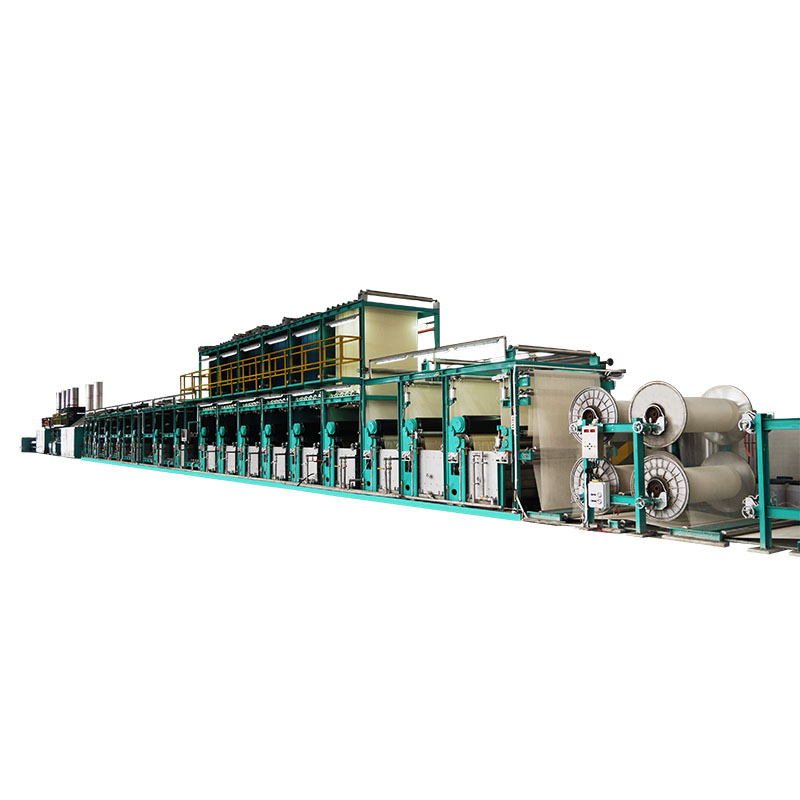
Indigo-Slasher-Färbesortiment
Spezifikationen
| 1 | Maschinengeschwindigkeit (Färben) | 6 ~ 36 M/min |
| 2 | Maschinengeschwindigkeit (Größenbestimmung) | 1 ~ 50 m/min |
| 3 | Ausstrahlungsdauer | 32 M (typisch) |
| 4 | Akkukapazität | 100 ~ 140 M |


Balkengatter
Merkmale
| 1 | Färben + Schlichten |
| 2 | Effiziente Produktion |
| 3 | Minimaler Garnbruch |
| 4 | Mehrere Produktionsmodi |
| 5 | Hochautomatisierte Produktion |

Strahlbremse

Teilansicht des Schaltschranks
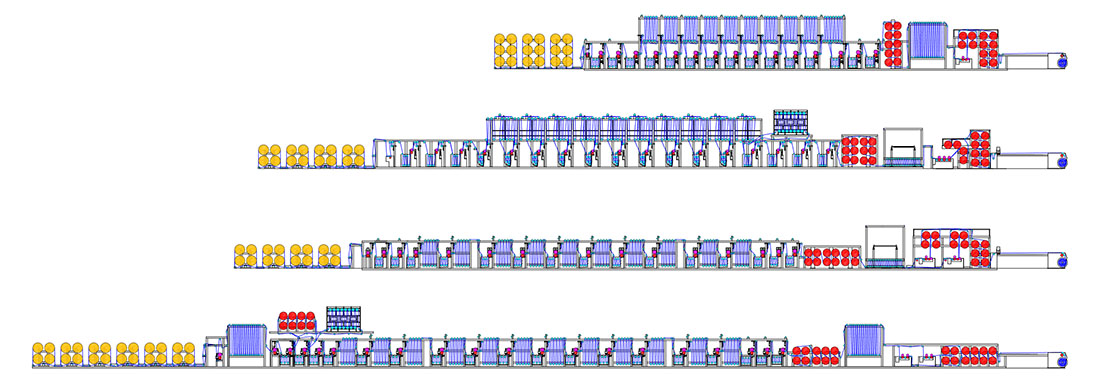
Prinzipien für die Slasher-Indigo-Färbung
1. Das Garn wird zunächst vorbereitet (mit einer Kugelschärmaschine für das Seilfärben, mit einer Direktschärmaschine für das Slasher-Färben) und beginnt an den Baumgattern.
2. Vorbehandlungskästen bereiten das Garn zum Färben vor (durch Reinigen und Benetzen).
3. Färbekästen färben das Garn mit Indigo (oder einem anderen Farbstoff, z. B. Schwefel).
4. Indigo wird reduziert (im Gegensatz zur Oxidation) und im Färbebad in Form von Leuko-Indigo in einer alkalischen Umgebung gelöst, wobei Hydrosulfit das Reduktionsmittel ist.
5. Leuko-Indigo verbindet sich mit dem Garn im Färbebad und wird dann auf dem Lüftungsrahmen mit Sauerstoff in Kontakt gebracht. Leuko-Indigo reagiert mit Sauerstoff (Oxidation) und wird blau.
6. Durch wiederholtes Eintauchen und Ablüften entwickelt sich Indigo allmählich zu einem dunkleren Farbton.
7. Nachwaschboxen entfernen die überschüssigen Chemikalien auf dem Garn. In dieser Phase können auch zusätzliche chemische Mittel für andere Zwecke verwendet werden.
8. Der Schlichtevorgang erfolgt direkt nach dem Färben auf derselben Maschine, die endgültigen Balken sind zum Weben bereit.
9. In Bezug auf die Produktivität verfügt eine Slasher-Färbeanlage normalerweise über die HÄLFTE Produktionskapazität einer 24/28-Seil-Färbeanlage.
10. Produktionskapazität: Etwa 30.000 Meter Garn in einer Slasher-Färbeanlage.

Spindelstock

Größenbox

Geteilte Zone

Draufsicht auf die Slasher-Färbemaschine


Automatische Spannungskontrolle

Endress+Hauser Durchflussmesser

Oberlaken und Unterlaken
Produktkategorien
-

Energiesparende und effiziente Polyestergarnfärbung...
-

Hochtemperatur-Druck-Strang-Garnfärbeverfahren ...
-

Sprüh-Hank-Garnfärbemaschine (halbautomatische Steuerung)
-

Sortiment zum Färben von Indigoseilen
-

Probenfärbemaschine mit niedrigem Badverhältnis – 1 kg/Kegel
-

Färben und Waschen von Denim-Kleidungsstücken